Maîtriser les processus : Fraisage à grande avance
Les systèmes d'outils fabriqués par Paul Horn GmbH offrent aux utilisateurs la possibilité de concevoir des processus d'usinage pour une productivité et une rentabilité élevées. Le fraisage à grande avance peut être utilisé de manière économique et productive, en particulier dans la fabrication d'outils et de moules. Le fraisage à haute performance ne se définit pas seulement par des vitesses d'avance élevées, mais aussi par de petites vitesses d'avance associées à une vitesse de déplacement élevée de la fraise.
Les applications d'usinage ont changé et les défis sont devenus plus complexes et plus exigeants. Le raccourcissement des cycles de vie des produits et la réduction des temps de développement exigent que plusieurs composants différents soient produits sur une seule machine dans des temps de cycle plus courts. Pour le fabricant d'outils, cela implique de concevoir des systèmes d'outils pour les différentes applications. Cela signifie, par exemple, qu'un outil ne peut pas être utilisé uniquement pour le fraisage d'angle, mais qu'il doit également avoir la capacité optionnelle d'effectuer des coupes en plongée. Un autre aspect est la dynamique des machines modernes. L'accélération et la décélération des axes ainsi que leur synchronisation ont été considérablement optimisées. Pour les technologies relativement nouvelles telles que le fraisage trochoïdal et le fraisage à grande avance, les systèmes d'outils doivent être capables de supporter des charges dynamiques élevées.
Faible alimentation - taux d'enlèvement matière élevé
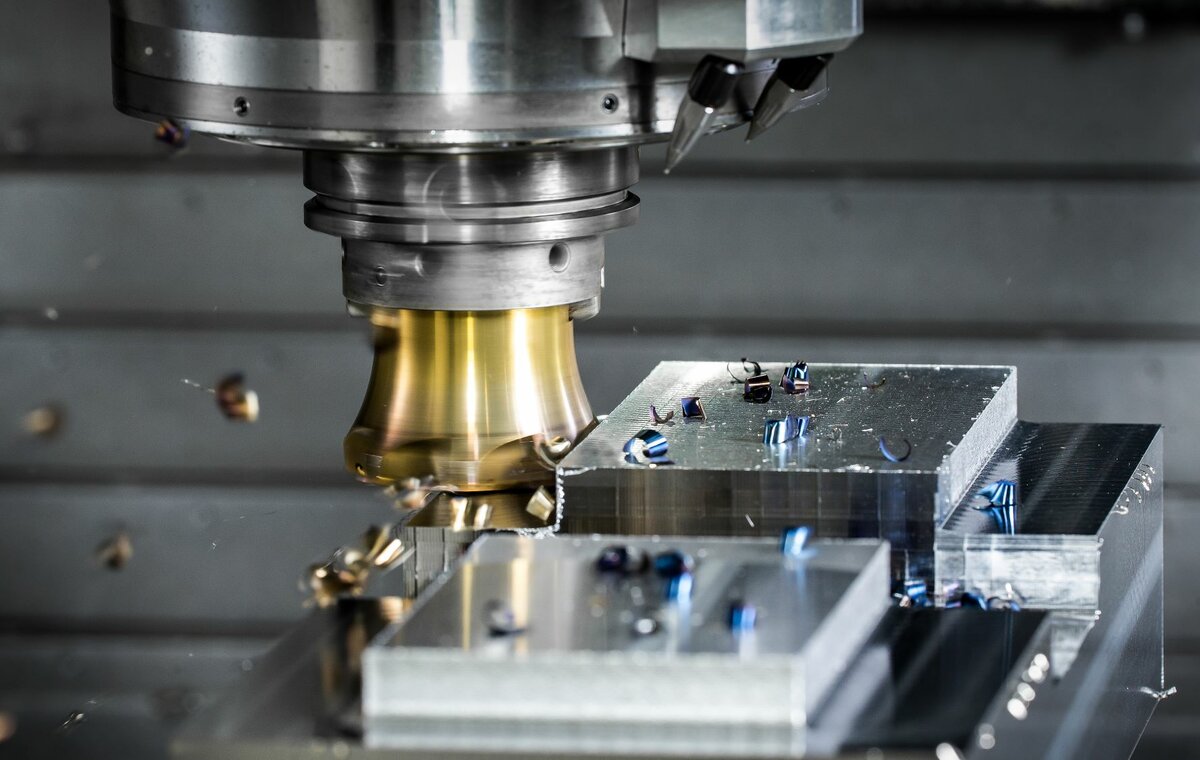
Il y a quelques années, Horn a présenté un système de fraisage à grande avance - les fraises DAH pour le surfaçage. La charge étant axiale, l'outil et la broche subissent principalement une force de compression et les forces de cisaillement sont relativement faibles. En raison de leur faible tendance à vibrer, les outils sont capables de supporter les charges élevées généralement générées par une avance par dent de fz = 1 mm à des profondeurs de coupe allant jusqu'à 1,2 mm. Le grand rayon de l'arête de coupe principale des plaquettes à trois arêtes crée une coupe douce, assurant une répartition uniforme des forces de coupe et une longue durée de vie de l'outil. À l'intérieur, le faible rayon de l'arête de coupe assure une plongée rapide et sans problème. Un angle de dépouille primaire et secondaire permet d'obtenir un angle de coin stable et une très bonne stabilité de l'arête de coupe. Grâce à des vitesses d'avance nettement plus élevées par rapport au fraisage conventionnel, le taux d'enlèvement de métal dans le fraisage à grande avance est nettement supérieur, malgré des profondeurs d'attaque plus faibles.