返回列表
新闻资讯
掌握工艺:高进料铣削
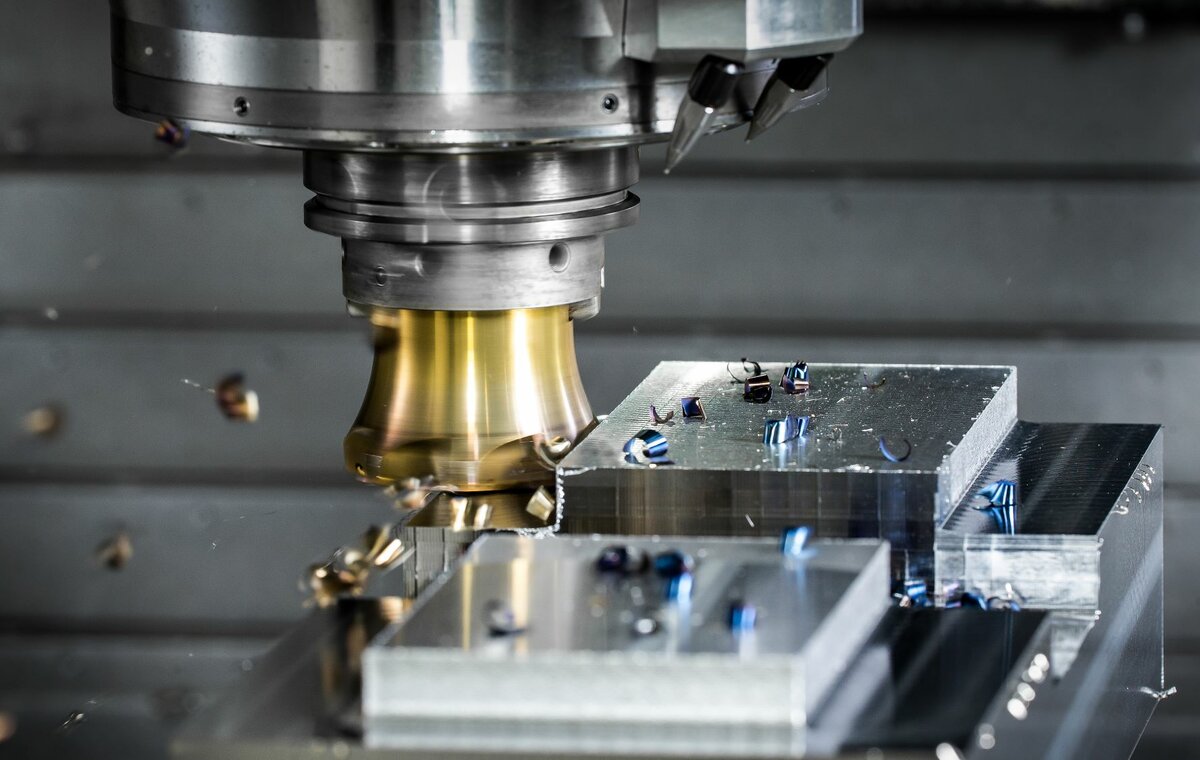
保罗·号恩有限公司生产的工具系统为用户提供了设计高生产力和成本效益的加工工艺的能力。特别是在工具和模具制造领域,高进给铣削可以经济高效地应用。高性能铣削不仅仅指高进给量,而在高进给铣削中也包括小进给量和高刀具横向速度的组合。
加工应用已经发生了变化,挑战变得更加复杂和苛刻。产品寿命周期缩短和开发时间缩减要求在更短的周期内在一台机器上生产多种不同的零件。对于工具制造商来说,这就需要设计适用于不同应用的工具系统。例如,一个工具不仅可以用于角铣,还应该具备可选择的插切功能。另一个方面是现代机器动力学。轴的加速度和减速度以及它们的同步性得到了显著优化。对于像摇摆铣削和高进给铣削这样的相对较新的技术,工具系统必须能够承受高动态负载。
低进给-高金属去除率
几年前,号恩推出了一种高进给铣削系统-面铣刀具DAH。由于负载在轴向方向上,工具和主轴主要承受压缩力,剪切力相对较低。由于其低振动倾向,这些工具能够承受通常由每齿进给量fz = 1 mm在切削深度ap最高达1.2 mm时产生的高负载。三刃刀片主刃上的大半径创造了柔和的切削,确保了切削力的均匀分布和长寿命。在内部,小切削边缘半径确保了无故障和快速的插切。一定的一次和二次净角形成了稳定的楔角和非常好的切削边缘稳定性。尽管进给深度较低,但由于与传统铣削相比,高进给铣削具有显著更高的进给速率,因此金属去除率也显著提高。