A folyamatok elsajátítása: Nagy előtolású marás
A Paul Horn GmbH által gyártott szerszámrendszerek lehetővé teszik a felhasználók számára a magas termelékenységű és költséghatékony megmunkálási folyamatok kialakítását. Különösen a szerszám- és formagyártásban lehet gazdaságosan és produktívan alkalmazni a nagy előtolású marást. A nagy teljesítményű marást nem csak a nagy előtolás határozza meg, hanem a nagy előtolású marásnál a kis előtolások és a marógép nagy haladási sebessége is.
A megmunkálási alkalmazások megváltoztak, és a kihívások összetettebbé és igényesebbé váltak. A rövidebb termékéletciklusok és a rövidebb fejlesztési idők azt diktálják, hogy egy gépen több különböző alkatrészt kell gyártani rövidebb ciklusidő alatt. A szerszámgyártó számára ez a különböző alkalmazásokhoz szükséges szerszámrendszerek tervezését igényli. Ez például azt jelenti, hogy egy szerszám nem csak sarokmarásra használható, hanem opcionálisan merülőmarásra is képesnek kell lennie. Egy másik szempont a modern gépdinamika. A tengelyek gyorsítását és lassítását, valamint szinkronizálását jelentősen optimalizálták. Az olyan viszonylag új technológiák esetében, mint a trokoidális és a nagy előtolású marás, a szerszámrendszereknek képesnek kell lenniük a nagy dinamikus terhelések elviselésére.
Alacsony előtolás - magas forgácsolási sebesség
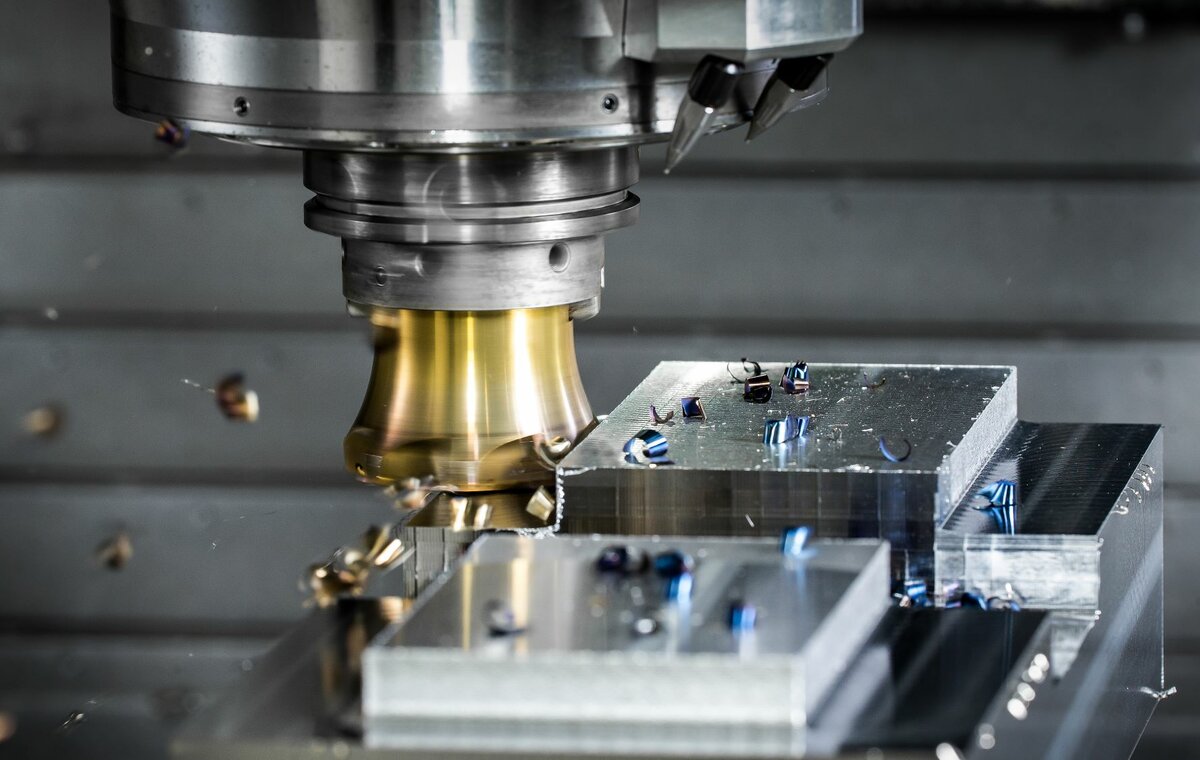
Néhány évvel ezelőtt a Horn bevezetett egy rendszert a nagy előtolású maráshoz - DAH marógépeket a homlokmaráshoz. Mivel a terhelés axiális irányú, a szerszámra és az orsóra elsősorban nyomóerő hat, a nyíróerők pedig viszonylag alacsonyak. Az alacsony rezgési hajlamuk miatt a szerszámok képesek ellenállni a nagy terheléseknek, amelyeket fz = 1 mm-es fogankénti előtolás jellemzően 1,2 mm-es vágási mélységnél ap vágási mélységig generál. A háromélű betétek fő vágóélének nagy sugara lágy vágást eredményez, ami biztosítja a vágóerők egyenletes eloszlását és a szerszám hosszú élettartamát. A belső oldalon a kis vágóélsugár biztosítja a problémamentes és gyors merítést. Az elsődleges és másodlagos szabadszög stabil ékszöget és nagyon jó vágóél-stabilitást eredményez. A hagyományos maráshoz képest lényegesen nagyobb előtolásnak köszönhetően a nagy előtolású marásnál a fémeltávolítás mértéke a kisebb előtolási mélységek ellenére jelentősen megnő.