Precizitás Allgäu-ból

Reinhard Buck cégének mottója "Gscheid gmacht" nem csak a cég logóján szerepel. A vállalkozó a mottót a dolgozóival együtt éli meg a zmtec vállalatában. Az allgäui Leutkirchben a vállalat a mikroalkatrészektől a komplex szerelvényekig mindent gyárt. Reinhard Buck specialitásai közé tartoznak a 0,5 mm (0,020") átmérőjű mikroforgácsolt alkatrészek. A produktív megmunkáláshoz a Paul Horn GmbH szerszámrendszereit használja. "A szerszámok nagy választékát és a szerszám élettartamához viszonyított kedvező árat a HORN nagy előnyének tekintjük" - mondja. Egy 1,6 mm (0,063") átmérőjű forgócsúszda megmunkálásához Buck többek között az S274 szerszámrendszerre és a 606 cirkulármaró szerszámra támaszkodik, amelynek vágási szélessége 0,3 mm (0,012").
Abszolút nem szükséges a marás
Buck meglátta a lehetőséget, hogy optimalizálja a megmunkálási folyamatot a hidropneumatikus szelepekben használt forgócsúszda esetében. A vállalat évente mintegy 20 000 darabot gyárt az X8CrNiS18-9 (1.4305) alkatrészekből. Az alkatrész hossza 2,6 mm (0,102"), menetmérete M 1,6, illeszkedése 1 h8 átmérőjű. A forgócsúszda használatba vételéhez az esztergált alkatrész menetes részén egy 0,3 mm (0,012") széles és 0,5 mm (0,020") mély hornyot kell marni. "A megmunkálás nehézsége többek között abban rejlik, hogy az alkatrészen teljesen mentesnek kell lennie a marásoktól. Amikor egy menetben lévő nyílásba marunk, a marásmentességet nem könnyű elérni. Egy ilyen kis alkatrésznél nem lehet egyszerűen reszelővel gömbölyíteni. A menet azonnal használhatatlanná válna" - magyarázza Buck.
A külső kontúr hosszautomata gépi megmunkálásához a Buck a HORN S274 szerszámrendszerre támaszkodik. "A rozsdamentes acél megmunkálásához az IG35 szerszámbevonatot választottuk. Ez nagy teljesítményt nyújt rozsdamentes acélok, titán és szuperötvözetek megmunkálásakor" - magyarázza Gisbert Voß, a HORN kereskedelmi képviselője. A HORN forgácstörő geometriákkal kombinálva az alumínium-titán szilícium-nitrid bevonat az alacsony súrlódás miatt gátolja a felépített élek kialakulását. A HiPIMS bevonattechnológia eredményeként a réteg nagyon sima tulajdonságokkal és magas hőállósággal rendelkezik. Továbbá a szerszám bevonata mentes az olyan bevonathibáktól, mint például a vágóélre kerülő cseppek. A felhasználó nagyobb vágási értékeket tud futtatni, ami rövidebb ciklusidőt tesz lehetővé, és pozitív hatással van a fajlagos gyártási költségekre. Ezen túlmenően a bevonat használata lehetővé teszi a jobb minőségű felületek elérését.


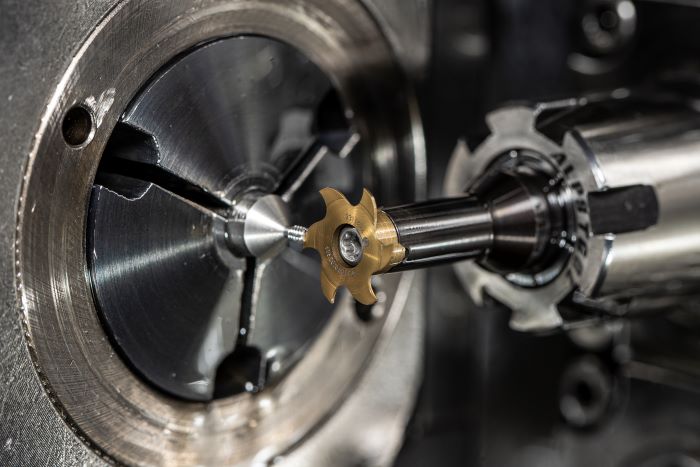
Horonymarás a 606-os rendszerrel
A külső kontúr esztergálása után az S274 rendszerből származó vágóbetét veszi át a menet gyártását. Az M 1.6 menet hossza 2,2 mm (0,087"), a menetszélesség P = 0,35 mm (0,014"). A menet esztergálása után a következő megmunkálási lépés a horony marása. "A hornyot finom HSS fűrészlappal szoktuk vágni. Itt volt még javítási lehetőség" - mondja Buck. Voß azt javasolta, hogy a nyílást a 606-os típusú, hatszárnyú körmaró rendszerrel marjuk meg. Az első próbák azonnal sikeresek voltak, és Buck a HSS szerszámot a HORN marórendszerre cserélte. Annak érdekében, hogy az alkatrész a horonymarás után marásmentes legyen, a menet esztergálási és horonymarási folyamatot háromszor megismétlik. "Ezután az alkatrész már marásmentes" - mondja Buck.